Summary of basic 3D printing technologies
 |
The world of 3D printing is more diverse than it might seem. It has found its significant use in industrial fields such as construction or the automotive industry. But you can also come across it in healthcare, paleontology or the food industry. For example, you can taste chocolate made with a 3D printer. But there is no 3D printing like 3D printing. Probably the most well-known method that comes to mind when most people think of 3D printing is printing with the help of a heated filament that flows through a nozzle and creates the desired shape on the printing pad by layering. But it would be a shame to stick with just this method. Because the term 3D printing covers several methods that are quite different from each other and also use different machines and materials for production. |
If we just take into account that 3D printing can be used to make such different things as an "ordinary" flower pot or even a rocket engine. It is clear that the production methods must be different, but all these methods fall under one branch - 3D printing.
It is not for nothing that the 21st century is called the "digital age". Even with 3D printing, the whole process starts with a digital model. This needs to be created in special CAD software (Computer-Aided Design). You can purchase more expensive commercial software packages (such as AutoCAD), or go the more affordable route and use free open source programs (such as Fusion360, Google SketchUp, and Blender).
The software prepares the design of the model by dividing it into individual sections or layers, which are printed in turn. But even if you don't want to start building models yourself, there is a large database of models (one can be found on Thingiverse) that is public and free to download. These software programs tend to be unique for specific 3D printing methods (and sometimes also for individual 3D printer brands). They specifically adjust the model to individual sections and prepare instructions for 3D printers to print it.
Types of 3D printing technologies
Whether you're a seasoned connoisseur, or you've waded into the vast waters of 3D printing for the first time, we've summarized the types of 3D printing technologies for you. Join us in discovering them and maybe you will find a method in the list that will be the right one for you!
Seven as a lucky number?
The International Organization for Standards (ISO) has divided 3D printing into seven basic types, which differ in the material used, the technology, and the resulting printout. But thanks to the diversity of 3D printing, these seven types can be further divided into several subgroups.
|
7 basic types |
|
Method name |
Brief description of the method |
Technology name |
|
The construction material is pushed to the selected places by means of a nozzle. The application takes place gradually in layers. |
Technology name: Fused Filament Fabrication (FFF), Fused Deposition Modeling (FDM) |
|
|
During the process, the liquid polymer in the tub is cured in selected places using a light source (mostly UV light). |
Technology name: Stereolitography (SLA), Direct Light Processing (DLP) |
|
|
Additive manufacturing takes place using a process during which the building material in the form of powder is sintered in selected places. After finishing one layer, the printing plate moves on to the next. |
Technology name: Slective Laser Sintering (SLS), Direct Metal Laser Sintering (DMLS), Selective Laser Melting (SLM), Electron Beam Melting (EBM) |
|
|
During the process, small drops of building material are applied to the selected places of the pads by means of jetting. |
Technology name: Material Jetting (MJ), Drop On Demand (DOD) |
|
|
With this technology, during the process, a liquid binder (glue) is applied to the powder material at the places where the material is to be joined. |
Technology name: Binder Jetting (BJ) |
|
|
The principle of this technology is to concentrate thermal energy on selected places where the material melts and connects it with previously applied layers. |
Technology name: Laser Engineering Net Shaping (LENS), Laser-Based Metal Deposition (LBMD) |
|
|
The basis of this technology is a process where plates/sheets of material are gradually applied and joined in such a way that the entire object is created. |
Technology name: Ultrasonic Additive Manufacturing (UAM), Laminated Object Manufacturing (LOM) |
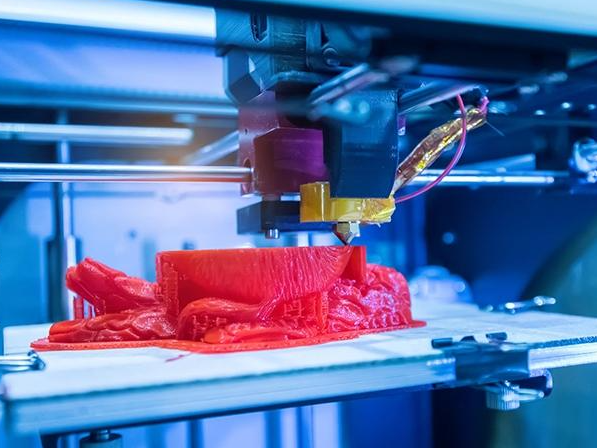
1. Material Extrusion
|
It is one of the most well-known and widespread methods. And as the name suggests, printing takes place using the extrusion of material - filament (you may also come across the term printing string or fiber) through a heated nozzle. Filament (popular materials include ABS or PLA) is melted into a layer of compound during printing and applied via a heated nozzle to the print bed. This process is dictated by software. After the filament has cooled down, you can enjoy the print you just printed. The procedure sounds quite simple, and perhaps that is why this method has built up a number of basic fans. The second reason is that very diverse materials can be used for the fiber. Among the typical thermoplastic (the most popular ABS - acrylonitrile butadiene styrene) and PLA - polylactic acid are worth mentioning), but in addition to the basic types, there are also various additives (e.g. wooden or metal). |
|
These additives can modify the properties of the model for specific use. But in addition to thermoplastics, you can also use such materials as concrete, bio gel or food. 3D printers of this type have thus found their use in homes and professional industrial halls. Their price also ranges from thousands to hundreds of thousands of crowns.
|
Material Extrusion subcategory: |
|
|
Which materials can be used: |
plastics, metals, food, concrete and many more |
|
Dimensional accuracy: |
±0,5 % (lower limit ±0,5 mm) |
|
Common uses: |
prototypes and models, design and decorative prints, cases and packaging, houses, etc. |
|
Advantages: |
|
| Disadvantages: |
|
Fused Deposition Modeling (FDM)
This is probably the most popular type of 3D printing, which is popular among do-it-yourselfers or perhaps in schools, but professional 3D printers in more complex designs have also found their application in the industrial sector. The acronym FDM is a trademarked term of Stratasys, which introduced them to the market in the mid-1990s. Sometimes you might come across this type of method under the abbreviation FFF (fused filament fabrication). This is the same 3D printing method. And what does this technique actually consist of? As with other methods, it all starts with special software that prepares instructions for the printer. The fiber or filament is wound on a spool and led to a nozzle that is set to a high temperature (the temperature is adjusted according to the requirements of the specific filament). This causes the filament to melt, flow through the nozzle onto the printing pad, and layer by layer create the model. The filament then gradually cools and creates a solid print. If the printer is adapted for this, it is possible to feed several filaments at the same time and thus create color models.
The printer moves the print head according to the entered coordinates along the XY axes. It then moves up (Z-axis) and lays down another layer of filament again, repeating this process until the entire print is made. If necessary, infills are sometimes added to the models, which act as a supporting structure. The filling can be up to 100%, when the print is completely filled (the advantage is good stability of the print, the disadvantage is a long printing time and high printing costs), to 0%, when the print is hollow (the advantage is fast printing, low costs and weight , the disadvantage is low stability). Most often, prints are printed with 10-20% fill density. Another technique to ensure the stability of the model during printing is support structures. These include a base on which a specific print is then printed (the so-called raft) or an intermediate layer between the print and the printing pad that is wider than the print itself (i.e. the brim). This layer hugs and adheres to the print and thus improves adhesion. These support structures are removed at the end of the print either mechanically (for example, by filing) or chemically (for example, using acetone), depending on the type of filament.
Bio 3D printing
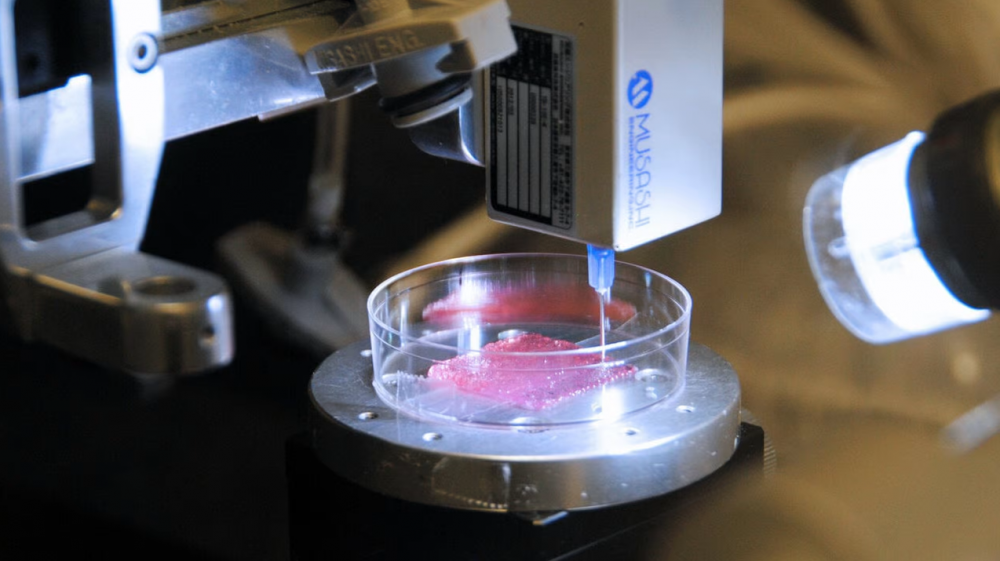 |
Bio 3D printing falls under the extrusion method (although there are other bio printing methods) and works similarly to the FDM method, only in this case it uses organic or biological materials such as living cells and nutrients to print. It has found its application in the medical field, specifically in research, press bodies, tissue engineering (bone regeneration) or perhaps in cell therapy. It is also used for drug testing and development or the production of medical equipment. Instead of conventional thermoplastic, the industry uses so-called bio ink, which consists mainly of living matter, and uses collagen, gelatin, hyaluronan, silk, alginate or nanocellulose as a carrier material. This is an interesting method that, if expanded, has great potential in the medical world. |
Structural 3D printing
 |
Structural 3D printing again falls into the method where the material is extruded through a nozzle. Even the procedure is relatively the same as with classic FDM technology, only the difference is in the material used and the design of the printer. Specially prepared concrete (or mortar) is used as material, which is extruded through a nozzle. In this case, the 3D printer has huge dimensions (we are talking about several tens of meters in height) and is usually assembled from several robotic arms, or the print head can run on rails. Currently, this type of 3D printing is in its infancy and research is underway. But it is certain that if the possible potential can be exploited, it could fundamentally reduce the cost of building houses, since not so much labor would be needed. The interesting thing is that there are researches that remain the possibility of printing buildings on Mars using the soil obtained there, which would be used in the future by expeditions sent to search and discover the red planet Mars. |
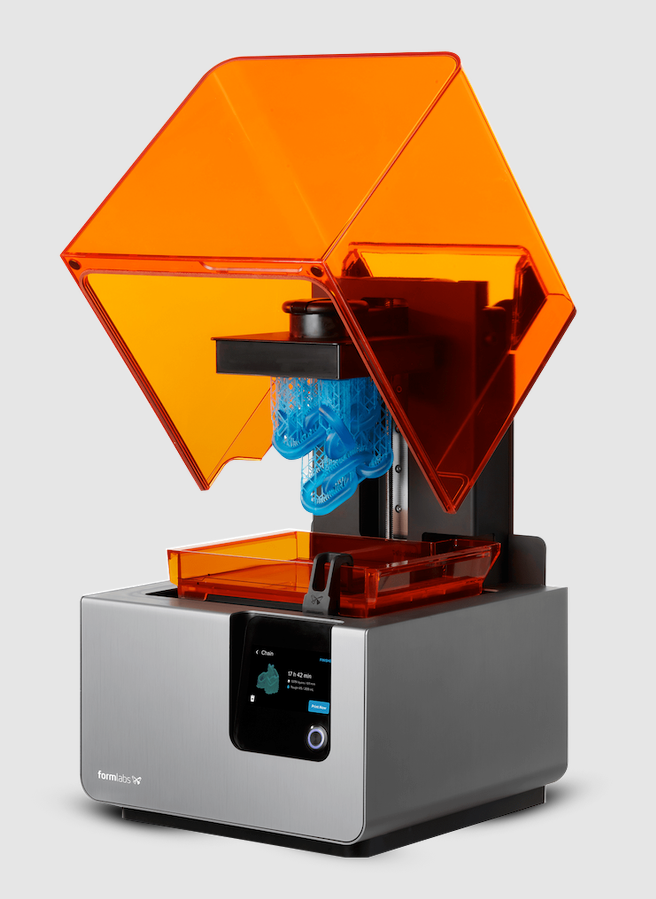
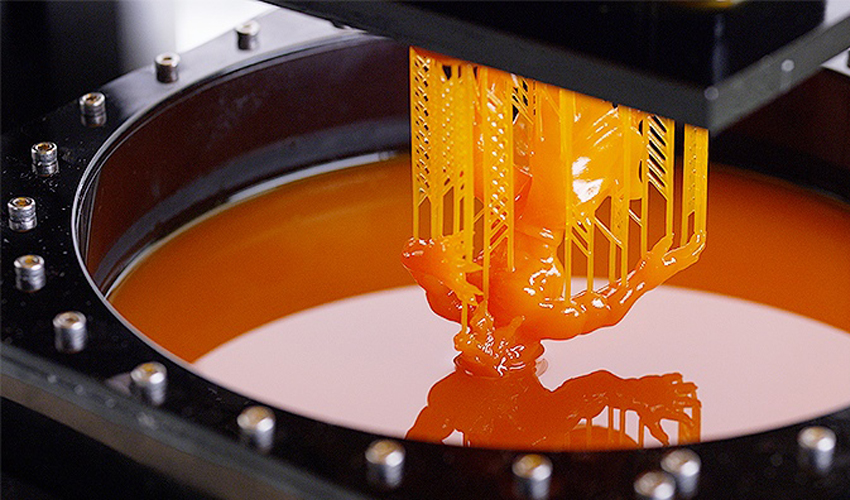
2. Vat polymerization
|
Polymerization, or 3D printing using resin, is the second main group of 3D printing methods. During the printing process, it uses a light source to selectively cure the photopolymer resin in a special printing tray, where the light is precisely directed to a certain point of the resin so that it can be cured. When the first layer has cured, the printer will move up or down (depending on the type of printer) - usually between 0.01 and 0.05mm to allow the next layer to cure. This process is repeated until the final print is completed. The material used in this method is called resin. We can divide it into different categories - for example: castable, standard, strength, dental, industrial, biocompatible or flexible. These resins differ in properties according to their use. After the print is finished, the print is cleaned of excess resin and allowed to finally harden (a special UV chamber can be used for this). |
|
|
Vat polymerization subcategory: |
|
| Which materials can be used: | |
|
Dimensional accuracy: |
±0,5 % (lower limit ±0,15 mm) |
| Common uses: |
dental area, jewelry casting, figurine models, functional parts |
| Advantages: |
|
| Disadvantages: |
|
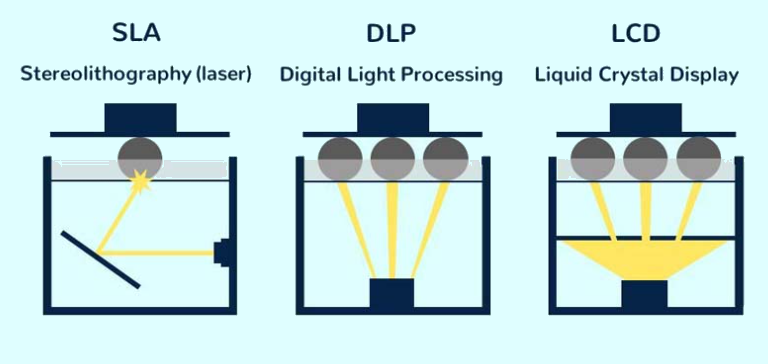 |
Differences in the types of polymerization methods: SLA – A UV laser shines into a tub of resin and traces the object to be created on its surface DLP – a digital projector shines into a tub of resin, which then solidifies LCD / MSLA – the projector shines on the LCD display, which is located above the tub and transmits light only where the polymer is to be cured |
There are still other variants of polymerization that have been developed by professional 3D printer manufacturers and have their names patented. For example, you can meet:
- Digital Light Synthesis (DLS) - a Carbon company
- Programmable Photopolymerization (P³) - Origin by Stratasys
- Low Force Stereolithography (LFS) - Formlabs
Other sectors in this method include, for example, high-area rapid printing (HARP), lithography-based metal production (LMM), projection microstereolithography (PµSL) or digital composite production (DCM), where, for example, metal or ceramic additives are added to the resin. Stereolithography (SLA) The SLA method can be proud of being the first 3D printing to see the light of day. It was in 1986 and credited to inventor Chuck Hull, who went on to found 3D Systems.
 |
This technology uses a semiconductor laser for printing, which is directed through a special mirror into a tub with mirror resin, where selective curing takes place. The beam moves up almost imperceptibly, creating layer after layer. This process ensures that the individual layers are printed so that they are difficult to see. This makes the print extremely smooth. Another advantage is that the models have perfect details. On the other hand, time could be included among the disadvantages, because in the DLP method, where the model is confirmed uniformly, this method is somewhat more time-consuming. When printing, you also need to be careful when handling the resin, as it is a toxic material. So it is necessary to prevent it from coming into contact with the skin and you don't get vapors. For some users, the printing surface, which is not very large, could be a limitation. After printing, you need to wash the model in isopropyl alcohol and let the resin harden (the surface is sticky to the touch). You can do this in the sun, but it will use a UV lamp faster. |
Micro 3D printing
A subcategory of SLA is micro 3D printing, we could include it here Microstereolithography; µSLA and Two-Photon Polymerization; TPP.
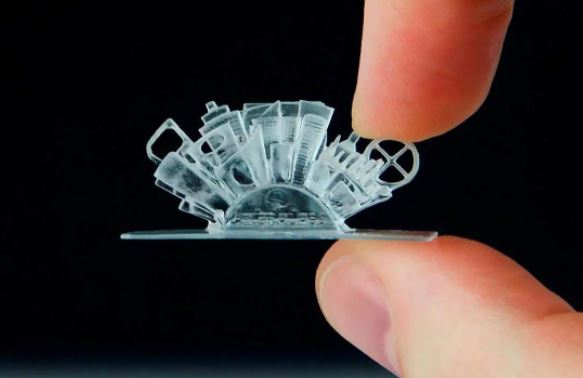 |
Microstereolithography (µSLA), which focuses on printing miniature models at a resolution between 2 microns (µm) and 50 microns. As with other types of 3D printing that fall into the SLA group, it uses a laser for curing. But in order for prints to be created in such small dimensions, a specialized resin, a highly sophisticated laser and lenses are used, which have the task of generating small points of light. The TPP method uses a femtosecond laser to print and can print models that can be even slightly smaller than the µSLA method. Using this laser, individual 3D pixels, also known as voxels, which are in nano- to micrometer sizes, are also hardened. The resulting print is so large that it is only a few millimeters. But even in these tiny dimensions, it can maintain the resolution of details in the order of nanometers. If you are now wondering where these small prints can be used, they are medical applications or perhaps optical sensors and microelectrodes. |
Digital Light Processing; DLP
The DLP method uses a digital light projector for 3D printing and resin is used as a material. During printing, the projector irradiates the entire layer of models at once, so compared to SLA technology, one layer takes the same time and it does not matter how detailed the model is. This makes the DLP method faster than SLA. The foundations of this method date back to the 80s of the 20th century, but it had to wait a few years for its heyday before it became more affordable. Because the projector works like a digital screen, each layer is made up of square pixels that form rectangular blocks (voxels).
 |
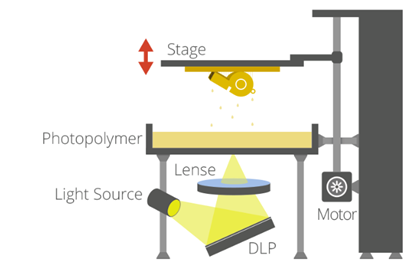 |
The light can be projected using screens that emit LED light (micrometer size) or by UV light that is directed using a digital micromirror device (DMD). This device allows different points of light in different places on a single layer. There is a selection of different DLP printers on the market, which can differ in the components used and the quality of the light source. A wider price range also depends on this. |
Among the advantages of this method are its speed, extremely high resolution of details, affordable price and simpler maintenance. On the contrary, the disadvantage is the more expensive purchase price of resins, which are often divided into specific uses. In this method, a TOP-DOWN DLP system is sometimes used, which unusually lights from the top of the printer downwards. It gradually hardens one layer at a time. The printed layer is pushed back into the print tray. This system is praised by some users, who argue that the printing process does not go against gravity, and thanks to this, you do not have to worry about printing even larger prints. Although of course even in this case there is a weight limit to what the printer can print.
Projection Microstereolithography; PµSL
Subcategories of DLP include Projection Microstereolithography (PµSL), which uses ultraviolet light shining from a projector onto a special micro-scale resin (2 micron resolution and up to 5 micron layer height). It has found its use, for example, in tissue use or, for example, micro-optics and micro-devices used in biomedicine. Lithography-based Metal Manufacturing (LMM) Another method that can be used to produce small surgical instruments and micromechanical components is Lithography-based Metal Manufacturing (LMM). In this method, metal powder is dispersed in a resin, then polymerized using light shining through a projector. After printing, the "green" parts have their polymer component removed, leaving all-metal "brown" parts that are finished by sintering in a furnace. Raw materials such as stainless steel, titanium, tungsten, brass, copper, silver and gold are used for this method.
Liquid Crystal Display (LCD)
LCD is a system similar to DLP. Sometimes you can also find it under the name Masked Stereolithography (MSLA). It uses an LCD screen to print, which has made this method a bit more affordable. The layer is again divided into square pixels, the size of which indicates the grain of the print. So in this case, the XY accuracy is fixed and cannot be affected by scaling or zooming (as is done with DLP). The difference between LCD and DLP can also be traced to the light source used - LCD uses many individual emitters, while DLP uses a point with one emitter (eg: laser diode or light bulb). Since the entire layer is exposed with LCD, you will be able to save time compared to printing with DLP. It is worth noting that the low cost has made LCD system printers popular with both amateurs and industry professionals.
3. Powder Bed Fusion; PBF
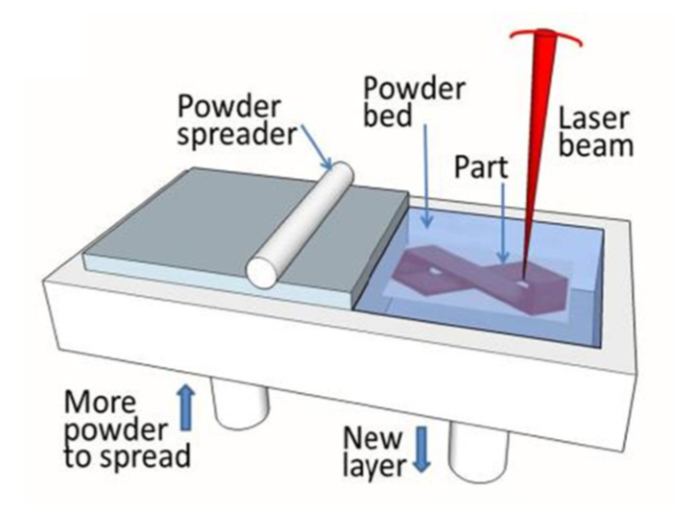 |
This technology is an additive manufacturing technology in which thermal energy selectively sinters thin layers of powder, creating a solid object layer by layer. The printer applies a thin layer of powder material to the printing pad, then uses light energy (usually from a laser) to connect specific points on the powder layer, then another layer of powder is applied, which fuses to the previous one. This is done until the entire model is printed. The process may vary depending on the material used (if it is metal or plastic). The resulting prints tend to have high mechanical properties, they can be functional and it is not a problem to print even more complex geometric shapes. |
|
Powder Bed Fusion subcategory: |
|
| Which materials can be used: |
plastic, metal or ceramic in powder form |
|
Dimensional accuracy: |
±0,3 % (lower limit ±0,3 mm) |
| Common uses: |
functional parts, hollow structures (e.g. pipes) or serial production of parts |
| Advantages: |
|
| Disadvantages: |
more expensive purchase price of the printer and materials |
Selective Laser Sintering; SLS
 |
The SLS method uses plastic powder as a material, which is sintered with the help of a laser. The procedure is as follows - a container of polymer powder is heated to a temperature just below the melting point of the polymer, then a very thin layer of powder (usually 0.1 mm thick) is applied to the printing pad. The laser then begins to scan the surface according to the pattern set in the digital model and sinter the powder, which solidifies the print. When the entire cross-section is scanned, the build platform moves one layer thickness vertically and applies another layer of powder and sinters again. This process is repeated until the entire object is completed. The unbaked powder remains in the printer, which provides stability to the object, which can reduce the need for supports or avoid them altogether. After both printing and cleaning are complete, no further post-processing is necessary, but you can polish or color-adjust the prints if desired. |
You can come across different types of SLS printers on the market, which differ in size, power, number of lasers, laser beam size, speed and method of heating the printing pad or the way it applies the printing powder. The most common material in SLS 3D printing is nylon (PA6, PA12), but if you need the print to be flexible, you can use TPU or other flexible material to print.
Micro Selective Laser Sintering (μSLS)
The μSLS method could be classified under SLS or even under laser powder fusion (LPBF), which is described below. This is printing where sintering occurs thanks to a laser, but instead of plastic powder, a metal material is used. It is another technology focused on micro 3D printing - it creates parts with a micro-scale resolution (below 5 μm). In the μSLS method, a layer of metal nanoparticles is deposited on a substrate and then dried to form a uniform layer of nanoparticles. Then laser light, using a digital micromirror array, is used to heat and sinter the nanoparticles into the desired shape. These steps are repeated until the desired print is produced.
Laser Powder Bed Fusion; LPBF
You can find this 3D printing technology under different names, this is because during the development the manufacturers established their own names, even though it was the same process with perhaps only minor mechanical differences. You may come across the label DMLS - direct laser metal sintering or SLM - selective laser melting. LPBF is a highly accurate 3D printing method and is commonly used to create complex metal parts for the aerospace, medical and industrial industries. As with SLS, LPBF starts with 3D printing with a digital model divided into sections. The printer applies the powder to the chamber and uses a squeegee (we can convert it to something like a windshield wiper on a car) or a roller to spread it in a thin layer over the printing pad. Using a laser, the first layer is created, on which other layers are gradually layered until the entire print is completed. The air-tight chambers are filled with gas (a mixture of nitrogen or argon), which has the task of ensuring that the metal does not oxidize during printing and at the same time removes impurities created during the melting process. Excess powder on the printing pad will partially support the print, but sometimes it is still necessary to use additional supports. Unused metal powder can be reused for the next print. After printing is complete, the prints are removed, cleaned, and sometimes undergo a secondary heat treatment. Different LPBF 3D printers can vary in type, power and number of lasers. A small compact LPBF printer can have one 30 watt laser, while the industrial version can have 12 1000 watt lasers. LPBF printers use common industrial alloys such as stainless steels, nickel superalloys and titanium alloys.
Electron Beam Melting; EBM
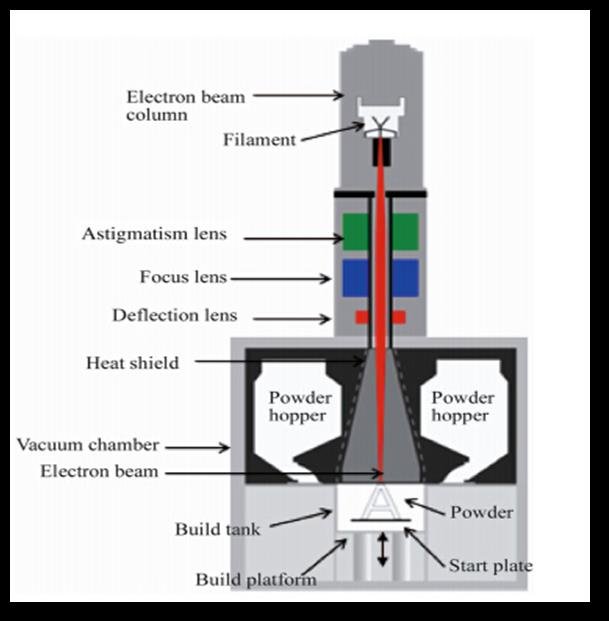 |
The EBM method, sometimes called electron beam powder fusion (EB PBF), focuses on metal printing similar to LPBF, but uses an electron beam instead of a laser. This technology is used to make parts such as titanium orthopedic implants, turbine blades for jet engines and copper coils. EBM uses an electron beam instead of a laser for several reasons. One of them is that el. the beam will generate more energy and heat, which is required for certain metals and applications. Another reason is that no gas chamber is used, but EBM printing is in a vacuum chamber to prevent beam scattering. The temperature of the chamber can reach up to 1,000 °C (in some cases even higher). The electromagnetic beam moves at a higher speed than the laser and can even be split into several areas at the same time. One of the advantages of EBM over LPBF is its ability to process conductive materials and reflective metals such as copper. Another feature of EBM is the ability to stack individual parts on top of each other in the chamber so they are not necessarily attached to the board, greatly increasing the volume option. Electron beams generally produce thicker layers and less surface detail than lasers. |
4. Material Jetting
Material jetting is a process during which tiny droplets of material (resin or wax) are applied and then cured on a printing pad, where one layer after another is created until the final object is created. This type of process allows different types of material to be printed on the same process. It is often used in the production of parts in different colors and textures.
|
Material jetting subcategory: |
|
| Which materials can be used: |
photopolymer resin (standard, castable, transparent, high temperature), wax |
|
Dimensional accuracy: |
±0,1 mm |
| Common uses: |
multi-color product prototypes, injection mold-like prototypes, low-volume injection molds, medical models, fashion industry |
| Advantages: |
|
|
Disadvantages: |
|
Material Jetting; M-Jet
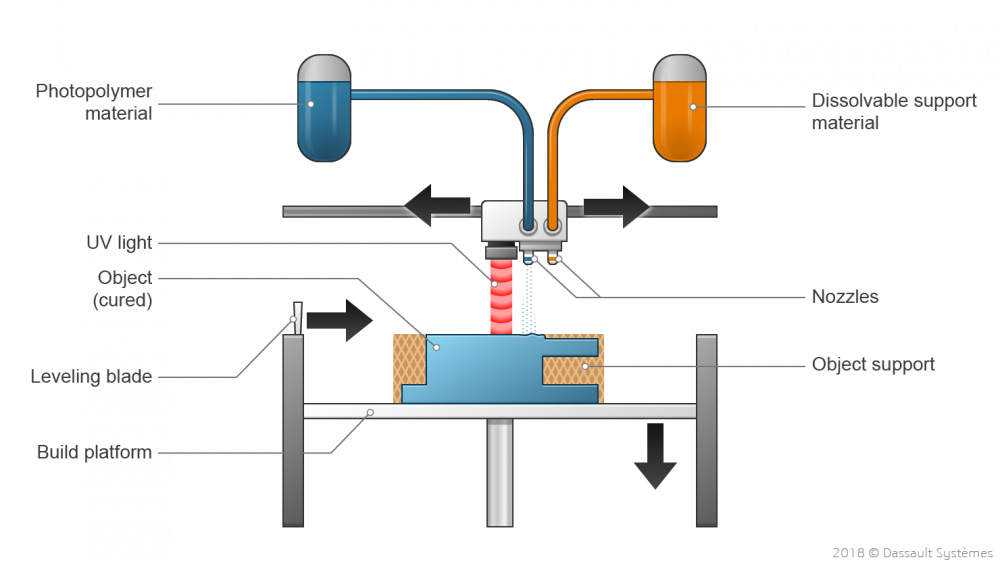 |
Material jetting is a method where a layer of photosensitive resin is selectively applied to a printing substrate and cured by ultraviolet (UV) light. After one layer is applied and cured, the build platform is reduced by one layer thickness and the process is repeated to create the 3D object. The M-Jet method can create excellent details faster than filament 3D printing (FDM). It is often used for prototypes in different colors and textures. The blasting of materials may not always be the same for different manufacturers. The names of this method also differ. You can meet PolyJet from Stratasys or MultiJet Printing (MJP) from 3D Systems. In this method, the printer prints from the print heads in rows, allowing multiple objects to be printed in one row without affecting speed. If the space on the print bed is properly adjusted in each production line, the M-Jet printer can produce parts many times faster than other 3D printers that use resin to print. |
Prints printed using this method support printing at the same time. The supports are then removed in post-processing. The M-Jet method is one of the few 3D technologies that can handle multi-color and multi-material printing. M-Jet printers are mainly for professionals in the automotive, design, art and healthcare industries. Printing is ideal for producing prototypes for testing and then bringing products to market more quickly. Unlike M-Jet bath polymerization technologies, the addition of curing, because the UV light in the printer perfectly cures each layer.
Aerosol Jet
Aerosol Jet is a unique technology developed by Optomec that is mainly used for 3D printing of electronics (such as capacitors, antennas, sensors and transistors). If you look at it, in general this printing can be reminded of spray painting, but it differs from industrial painting in that it can be used to print full-fledged 3D objects. Electronic inks are placed1 in an atomizer (sprayer with a mechanical pump), which creates a mist density of droplets up to 5 microns in diameter. The aerosol mist continues to the application head where it is sprayed at high speed. Sometimes this method is also classified as Controlled Deposition.
Plastic Freeforming
The German company Arburg has created a technology called Plastic Freeforming (APF), which combines the technology of extruding and blowing materials. It uses commercially available plastic granules that are used as an injection process and discharged into discharge units. The high-frequency try cap creates rapid opening and closing movements of up to 200 tiny plastic droplets per second (between 0.2 and 0.4 mm in diameter). The droplets combine with the hardened material during cooling. In general, no post-processing is needed, only if a support has been used, it needs to be removed.
NanoParticle Jetting; NPJ
|
It is one of the few technologies that defies easy classification. The nanoparticle jetting method developed by XJet uses an array of print heads with thousands of ink jets that simultaneously spray millions of ultra-fine droplets of material in ultra-thin layers. Metal or ceramic particles are compressed in the liquid. The process takes place under high heat, which vaporizes the liquid during blasting, leaving usually only metal or ceramic material. The resulting 3D part has only a small amount of residual binder, which is removed in the subsequent sintering process. |
5. Binder Jetting
This type of technology has the properties of both powder fusion and material blasting. Similar to PBF, it uses a powdered material (metal, plastic, ceramic, wood, etc.) to blast the binder, and like blasting the material, the liquid binder polymer is applied from inkjet printers.
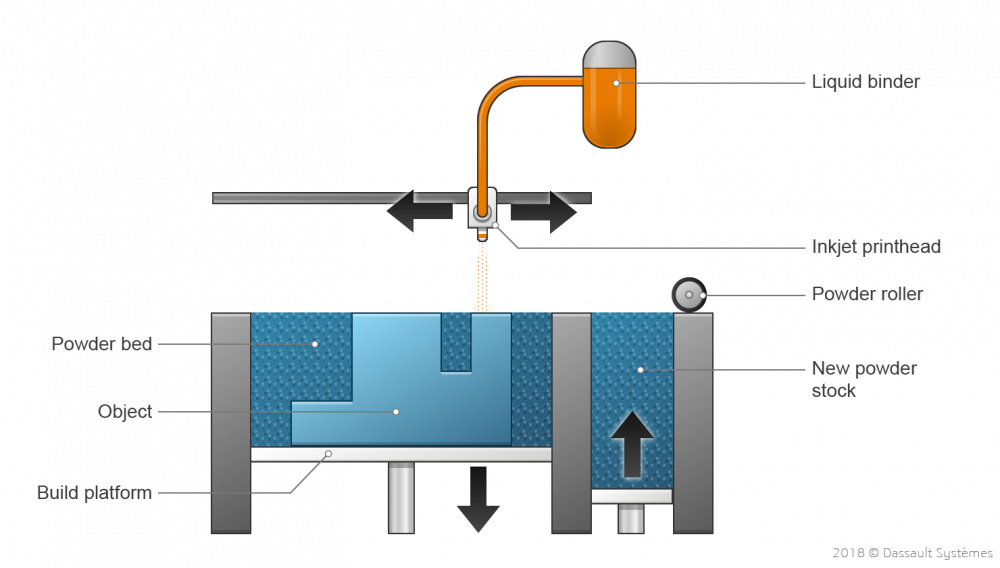 |
Whether it is metal, plastic, sand or other powder material, the process of blasting the binder is the same. First, a thin layer of powder is applied to the building platform. Then a print head with ink jets passes over the printing pad and selectively applies droplets of binder to bond the powder particles together. Once a layer is complete, the build platform is moved down and the process is then repeated until the entire section is complete. The binder acts as a glue to hold the polymer powder together. After printing, the parts are coated with unused powder and left to cure. After that, the parts are removed from the powder container, the excess powder is collected and can be used again. After that, depending on the material, additional processing is sometimes required (does not apply to sand in most cases). The surface can be polished, painted and sanded. |
Binder blasting is fast and has a high production rate, so large volumes of parts can be produced more efficiently than other AM methods. Metal bond blasting, where a wide variety of metals can be used, is popular for the production of consumer products, tools and spare parts. However, injection molding of the polymer binder has limited material possibilities and thus produces parts with low structural properties. Its main value lies in its ability to produce multi-color prototypes and models.
|
Binder Jetting subcategory: |
|
| Which materials can be used: |
sand, polymers, metals, ceramics, etc. |
|
Dimensional accuracy: |
±0,2 mm (metal) nebo ±0,3 mm (sand) |
| Common uses: |
functional metal parts, multi-colored models, sand castings and molds |
| Advantages: |
|
|
Disadvantages: |
|
Metal Binder Jetting
Binder blasting can also be used to produce solid metal objects with complex geometries beyond the capabilities of traditional manufacturing techniques. Blasting with metal binder is a very interesting technology for the mass production of metal parts where it is desirable to achieve lightness. With binder jetting, you can print parts that will have complex patterned fills instead of being solid. The resulting parts are thus significantly lighter and at the same time strong. This method can also be used to achieve lighter end components for medical applications such as implants.
|
Overall, the material properties of parts produced by this method are the same as those of metal parts produced by metal injection molding (which is one of the most widely used production methods for mass production of metal parts). In addition, parts of the jet binder show a more smooth surface. Metal parts created by binder jetting require secondary processes after printing is completed to achieve good mechanical properties. Directly printed parts essentially consist of metal particles bonded together with a polymer adhesive. These so-called "green parts" are fragile and cannot be used as is. |
 |
Plastic Binder Jetting
|
Plastic bond shot blasting is a very similar process to metal bond shot blasting in that it involves powder and liquid binder, but the applications for which it is used are very different. Once printed, the plastic parts are removed from the powder bed, cleaned and often can be used without further processing, but these parts lack the strength and durability that 3D printed parts otherwise possess (such as SLS, where the polymer powder is essentially melted ). Parts created by blasting plastic binder can be filled with other material to increase strength. This method is valued for producing multi-colored parts that will function as prototypes or that are used in a medical environment. |
|

Sand Binder Jetting
Sandblasting binder technology is not too different from plastic binder blasting technology, but the printers and applications are different enough to merit a separate group. The production of large sand casting molds and models is actually one of the most common uses of binder blasting technology.
|
The low cost and speed of the process make this method an excellent solution for foundries. Elaborate pattern designs that would be very difficult or impossible to produce using traditional techniques can be printed in a matter of hours. The future of industrial development continues to place high demands on foundries and suppliers. Sandblasting of binder offers its great potential. After printing, the prints are removed and cleaned to remove any loose sand. Molds are usually immediately ready for casting. After casting, the mold is broken and the final metal part is removed. |
|
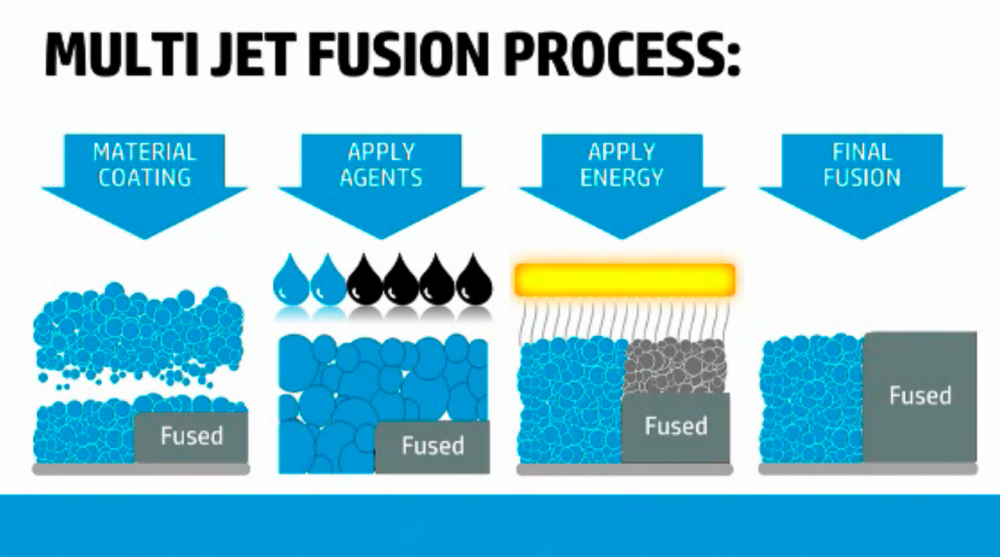
Multi Jet Fusion; MJF
This is another one of those unique and specific 3D printing processes that can't be easily classified into any existing category (it's not actually using a binder), this method came from HP (the same company that makes 2D printers). MJF is a polymer 3D printing technology involving both powder and liquid molten material. The reason this method is not considered binder jetting is the addition of heat to the 3D printing process, which creates parts with much higher strength and durability, and the fact that the liquid is not directly a binder. The process gets its name from the multiple ink heads that carry out the printing process.
|
During the Multi Jet Fusion process, the printer applies a layer of powder material (usually nylon) to the print bed. Then the ink head moves over the powder and applies a fixing and detailing reagent to it. After printing, the infrared heating unit then moves. Wherever fixative has been added, the undercoat will melt together, while the detailing reagent areas will remain in powder form. The powder parts are peeled off, which creates the desired shape. This also reduces the need for modeling supports as the lower layers support those printed above them. To complete the printing process, the entire powder bed—and the parts printed within it—is moved to a separate section. Here, most of the loose, unmelted powder is vacuumed up, allowing it to be reused instead of producing excess waste. Multi Jet Fusion is a versatile technology that has found use in several industries from automotive to healthcare to consumer product manufacturing. |
|
6. Directed energy deposition; DED
The DED method is a 3D printing process in which the metal material is fed and melted with strong energy at the same time as it is deposited. This is one of the most widespread categories of 3D printing, which includes a long list of subcategories that differ from each other in terms of material (wire or powder) and type of energy (laser, electron beam, electric arc, supersonic speed, heat, etc.). Basically, it's any method where metal can be deposited in layers in a controlled manner (it's not extrusion). This method has quite a lot in common with welding.
|
|
This technology is used to create a print layer by layer, but is often used to repair or modify metal objects by applying the material directly to an existing metal part. After the printing is finished, CNC machining usually follows to achieve greater durability. The combination of DED and CNC manufacturing types is so common that there is a subtype of 3D printing called hybrid 3D printing that uses hybrid 3D printers that consist of a DED and a CNC machine. The technology is valued as a faster and cheaper alternative to casting and forging metal parts in smaller quantities and for repairs for applications in the offshore oil and gas industry or perhaps in the aerospace and energy industries. |
DED subcategories can be divided by type of input material or by type of energy source. In this list you will find it divided by energy type. When the material used in this printing method is in powder form, it is common to spray the powder alongside an inert gas to reduce or eliminate the possibility of oxidation. In the case of using powdered material, it is even possible to mix several powders and thus achieve different results. If the starting raw material is wire (which is the cheaper option), the technology could be compared to robotic welding (albeit in a more complex version).
|
Directed energy deposition subcategory: |
|
| Which materials can be used: |
a wide variety of different metals that can be in wire and powder form |
|
Dimensional accuracy: |
±0,1 mm |
| Common uses: |
repair of high-end automotive / aircraft components, working prototypes and final parts |
| Advantages: |
|
|
Disadvantages: |
|
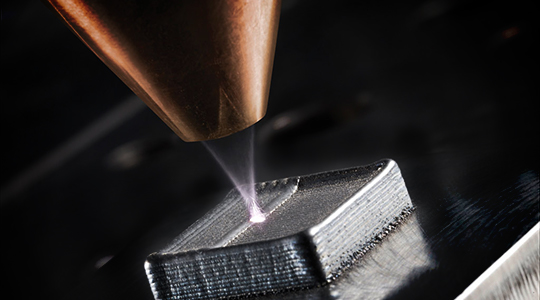
Laser Directed Energy Deposition; L-DED
 |
This method is also sometimes called laser metal deposition (LMD) or laser modified mesh forming (LENS). It is a 3D printing technology that uses metal powder or wire fed by one or more nozzles and melted using a powerful laser onto a construction platform or directly onto a metal component. The object, which is placed on a multi-axis rotary table, is created layer by layer. The manufacturing process is faster than powder bed fusion, but results in lower surface quality and significantly lower accuracy, often requiring extensive post-machining. DED laser printers often have sealed chambers filled with argon to prevent oxidation. They can also only work with localized argon or nitrogen when processing less reactive metals. Metals commonly used in this process tend to be stainless steel, titanium and nickel alloys. This printing method is often used to repair high-end aerospace and automotive components such as jet engine blades, but it is also used to produce entire parts. |
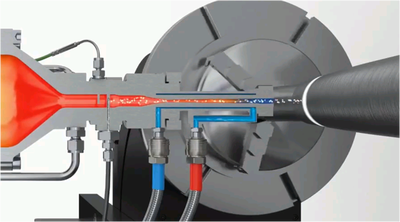
Electron Beam Directed Energy Deposition; EB DED
For this method, you can also sometimes come across the name wire electron beam energy deposition. It is a 3D printing process very similar to DED with a laser. It is done in a vacuum chamber which produces very pure and high quality metal. As the metal wire is fed through one or more nozzles, it is melted by the electron beam. The layers are formed individually, with the electron beam creating a small melt pool and the welding wire being fed into the melt pool by a wire feeder. Metals that are capable of chemical reaction (such as alloys of copper, titanium, cobalt and nickel) are used for this method. Electron beam metal wire DED is faster than the powder version. The process is carried out in a vacuum chamber. DED machines are practically not limited in terms of print size. 3D printer manufacturer Sciaky, for example, has an EB DED machine that can produce parts almost six meters long at a rate of 3 to 9 kilograms of material per hour. The electron beam DED method is thus considered one of the fastest methods of manufacturing metal parts, although not the most accurate. This makes it ideal for building large aircraft structures or spare parts such as turbine blades which are then machined.
Wire Directed Energy Deposition; WDED
This method is also known as Wire Arc Additive Manufacturing (WAAM), it is 3D printing that uses energy in the form of a plasma or wire arc to melt metal in the form of wire, which is deposited layer by layer by a robotic arm onto a surface such as a multi-axis rotary table , to create the desired shape. This method has an advantage over technologies involving lasers or electron beams as it does not require a sealed chamber and can use the same metals (sometimes the exact same material) as traditional welding. Electric direct energy deposition is considered the most cost-effective option among DED technologies because it can use existing arc welding robots and power supplies, so the initial investment for companies tends to be relatively low. Unlike welding, this technology uses complex software to control the process, including controlling the heat and path of the robotic arm. With this technology, no supporting structures are needed, which would then have to be removed. Finished parts sometimes need to be additionally adjusted and polished with CNC machines. Often, printed parts are still heat treated to release any residual stress.
Cold Spray
 |
Cold spray is a DED 3D printing technology that sprays metal powders at supersonic speeds to bond them together without melting them, producing almost no thermal stress that can cause heat cracking or other common problems that can affect based technologies on the principle of melting. Since the early 2000s, this method has been used to deposit a layer on parts, but recently several companies have adapted cold spraying for additive manufacturing because it can layer metal in precise geometries down to a few centimeters at about 50 to 100 times the speed of typical metal 3D printers, and no inert gases or vacuum chambers are needed. Like all DED processes, cold spraying does not produce prints with excellent surface quality or detail, so it will be ideal for use where appearance is not as important. Prints do not need to be edited afterwards. |
Molten Direct Energy Deposition
This 3D printing process uses heat to melt (or nearly melt) a metal, usually aluminum. It is then deposited layer by layer on the construction board, which subsequently creates a 3D object. In contrast to this method, where pure metal is used as the material, the metal extrusion method uses a metal material with a polymer inside.
This is so that the metal can be extruded. The polymer is then removed in a heat treatment step. This method, which uses melting to process the material, could also be compared to blasting the material. But with the difference that the metal is not injected from the nozzle system in the form of droplets, but is applied in the form of a stream from the nozzle. This technology is not yet widespread, its development is still being worked on.
So far, the GMP300 printers from Grob and ElemX from Xerox offer this method. Among the advantages of this technique is the possibility to use recycled metal instead of wires or metal powders, as is the case with other DED techniques. And thanks to the possibility of using heat for melting, there are also lower energy requirements.
7. Sheet lamination
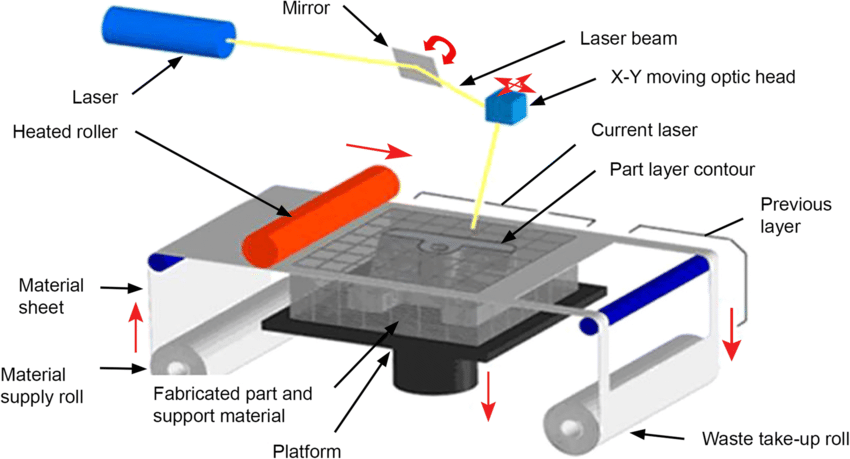 |
Sheet lamination also falls under 3D printing, but it is fundamentally different from other technologies. Its principle is based on the lamination of sheets of very thin material, which are gradually folded on top of each other, and then mechanically or laser cut into the final 3D object. Layers of material can be joined using different methods (including heat and sound) depending on the material. It can be used as a material from paper or polymers to metals. This method creates more unnecessary waste than other 3D technologies. This method is popular for the production of non-functional prototypes, due to its relatively high speed. Or in the production of composite models (or models that are made of several types of material), since the materials used can be interchanged during the printing process. |
|
Sheet lamination subcategory: |
|
| Which materials can be used: |
paper, polymer and metal (in the form of very thin plates) |
|
Dimensional accuracy: |
±0,1 mm |
| Common uses: |
non-functional prototypes, multi-color prints, casting molds |
| Advantages: |
|
|
Disadvantages: |
|
Laminated Additive Manufacturing
Lamination is a 3D printing technology where sheets of material are layered on top of each other and joined together using glue, then a knife (or laser or CNC router) is used to cut the layered model into the correct shape. This technology is less common today as the cost and time requirements of other 3D printing technologies have come down compared to this process.
Viscous Lithography Manufacturing; VLM
VLM is BCN3D's proprietary 3D printing process that laminates thin layers of highly viscous photosensitive resins onto a transparent transfer film. The mechanical system allows lamination of resin from both sides of the foil, allowing different resins to be combined to obtain multiple material models and easily removable support structures. This technology could also be classified as one of the resin 3D printing technologies.
Composite Based Additive Manufacturing; CBAM
Startup Impossible Objects has patented this technology, which combines sheets of carbon, glass or Kevlar with thermoplastic to create models.
Selective Lamination Composite Object Manufacturing; SLCOM
EnvisionTEC, now called ETEC and owned by Desktop Metal, developed this technology in 2016. The method uses thermoplastics and woven fiber composites as the base material. Not sure if Desktop Metal still supports this method.
 |
 |
 |
 |
 |